La scelta della depurazione
“Per un'azienda come la nostra – spiega Weis – che vive di prodotti naturali e che, quindi, è particolarmente attenta all'ambiente, è importante avere una soluzione tecnica adeguata per risolvere le problematiche in questo ambito, Anche considerando che siamo in continua crescita, grazie all'ingresso di nuovi soci coltivatori”.
Da qui l'investimento, già negli anni scorsi, in impianti di depurazione in grado di trattare l'acqua per operare in modalità a “circuito chiuso”, minimizzando gli sversamenti nelle acque superficiali. Quasi scontato, quindi, adottare un sistema basato sui tradizionali sistemi di filtraggio e depurazione. Una scelta che, però, non ha dato i risultati sperati. La carica batterica totale, pur rispettando i limiti di legge, rimaneva troppo elevata rispetto alle esigenze di Roen soc. agr. Una situazione che comportava, frequentemente, la necessità di fermare gli impianti per sostituire tutta l'acqua utilizzata per il lavaggio e il trasporto. Ben 450 metri cubi di acqua per singola operazione di pulizia, dovevano così essere rimossi e reimmessi nel ciclo, con un impatto significativo in termini economici e di efficienza produttiva. Il consuntivo di questa situazione era quindi gravoso per Roen soc. agr. costretta ad interrompere le proprie linee per quasi 50 giorni all'anno. Interruzioni non tollerabili, soprattutto nei sei mesi compresi tra dicembre e giugno, in corrispondenza dei picchi di vendita.
L'ozono lava le mele
Alla luce di queste difficoltà e della prospettiva di un'ulteriore crescita aziendale, nel 2016 Roen soc. agr. ha promosso uno scouting, a livello nazionale, per identificare una soluzione efficiente e compatibile con ambiente. Tra le proposte presentate è risultata vincente quella di HSE Engineering & Consulting Srl, la società di ingegneria trentina specializzato proprio nell'ingegneria e nei servizi per l'industria e l'ambiente. Una realtà, in grado di realizzare progetti basati sulle tecnologie più innovative. “A fronte dei limiti di un sistema di filtrazione classico - spiega l'amministratore unico di HSE, Ing. Christian Laureanti – in molti propongono l'impiego di additivi chimici, come l'acqua ossigenata o l'ipoclorito. Da un punto di vista puramente numerico, una simile soluzione avrebbe permesso di abbattere la carica batterica. I responsabili di Roen soc. agr. hanno però scartato queste opzioni, perché gli elementi chimici sarebbero entrati in contatto con le mele, parte delle quali sono certificate. Senza trascurare il costo dei prodotti utilizzati e la necessità di eliminarli prima di scaricare l'acqua”.
Per questa ragione, HSE ha proposto una tecnologia nata per le acque potabili e reflue, ma già sperimentata con successo in alcune industrie alimentari: il trattamento con l'ozono. L'ozono ha infatti il vantaggio di disinfettare l’acqua senza aggiunta di chemicals, distruggendo tutti i batteri, i virus e gli agenti patogeni eventualmente presenti. Si tratta di una molecola presente in natura e che si forma, durante i temporali, quando i fulmini solcano il cielo. In ambito industriale la produzione di ozono è sostanzialmente simile, in quanto basata sulla generazione di scariche elettriche che, attraversando un flusso di aria o di ossigeno, sono in grado di scindere le molecole biatomiche dell'ossigeno stesso, che si riaggregano poi in forma triatomica generando appunto la molecola di ozono.
Una molecola che è comunque instabile e, quindi, tende rapidamente a tornare nella più innocua forma biatomica, senza lasciare nessun residuo dannoso per l'ambiente o gli alimenti. Si tratta quindi di una soluzione sempre più apprezzata nell'industria alimentare e che HSE ha illustrato con successo ai responsabili di Roen soc. agr..
Una volta approvato il progetto preliminare, i progettisti di HSE si sono cimentati con la progettazione esecutiva e con la messa in opera dell'impianto di trattamento. Un'attività nella quale HSE sono è stata chiamata a rispettare una serie di richieste tassative definite dallo stesso Weis. Il presidente di Roen soc. agr. è infatti un apprezzato tecnico del settore agrario, con pluriennale competenza in tutte le attività connesse alla coltivazione e lavorazione delle mele.
Weis ha coordinato ed affiancato i progettisti dell'impianto di trattamento e riutilizzo delle acque di produzione, in modo da valutare tutte le specificità della lavorazione delle mele e le conseguenti interazioni con le soluzioni impiantistiche elaborate. Le sue esigenze, infatti, erano decisamente stringenti: l'impianto doveva garantire l'assoluta affidabilità, in quanto, in piena produzione, un malfunzionamento rischierebbe di interrompere la lavorazione di un prodotto soggetto a deperimento. Inoltre, operando all'interno di ambienti con numerose persone, era necessaria un'attenzione particolare ai criteri di sicurezza. Il tutto senza dimenticare gli aspetti economici, fondamentali in un'azienda che commercializza prodotti caratterizzati da un basso margine.
Il bello dell'ozono
A fronte di queste sfide e di un progetto tanto innovativo, HSE non ha avuto dubbi nella scelta del fornitore di riferimento sul mercato e si è rivolto a Xylem Water Solutions, la multinazionale proprietaria del marchio Wedeco: “Oltre ai prodotti all'avanguardia e ad un'esperienza di quarant'anni nel settore, Wedeco garantisce un supporto tecnico diretto, che si concretizza in un team di specialisti di settore, con i quali valutare ogni aspetto progettuale e dimensionale”.
“Ancor prima del dimensionamento dei componenti – spiega Laureanti – abbiamo però affrontato questioni strategiche, come la generazione dell'ozono stesso e il posizionamento dell'impianto di trattamento”. Per quanto lo stabilimento di Caldaro sia stato recentemente ampliato, lo spazio dedicato al trattamento delle acque doveva essere minimo, anche perché posizionato all'interno dei capannoni per evitare gli effetti del gelo. Da qui la scelta di non acquistare l'ossigeno, ma di utilizzare l'aria atmosferica. Una modalità che elimina i rischi e gli ingombri dell'impianto di stoccaggio.
L'ozono viene così prodotto direttamente dall'aria essiccata, anche se questo comporta un maggior consumo energetico. “In realtà – riprende Weis – il consumo energetico, per quanto importante in ogni realtà industriale, nella produzione di ozono non rappresenta un autentico limite. L'impianto installato, infatti, assorbe poco più di 2,7 kWh, un valore percentualmente irrilevante a fronte del fatto che ognuna delle 17 pompe impiegate per la movimentazione dell'acqua assorbe mediamente 40 kWh”.
Si tratta, quindi, di consumi energetici limitati, che si aggiungono ad una sostanziale riduzione dei costi di realizzazione e conduzione. Un impianto convenzionale di filtrazione a sabbia e carboni attivi, pur a fronte di una minore efficacia, avrebbe infatti avuto un costo iniziale del 20% maggiore. A cui si sarebbero aggiunti costi energetici e manutentivi ben cinque volte superiori.
Possiamo fare meglio
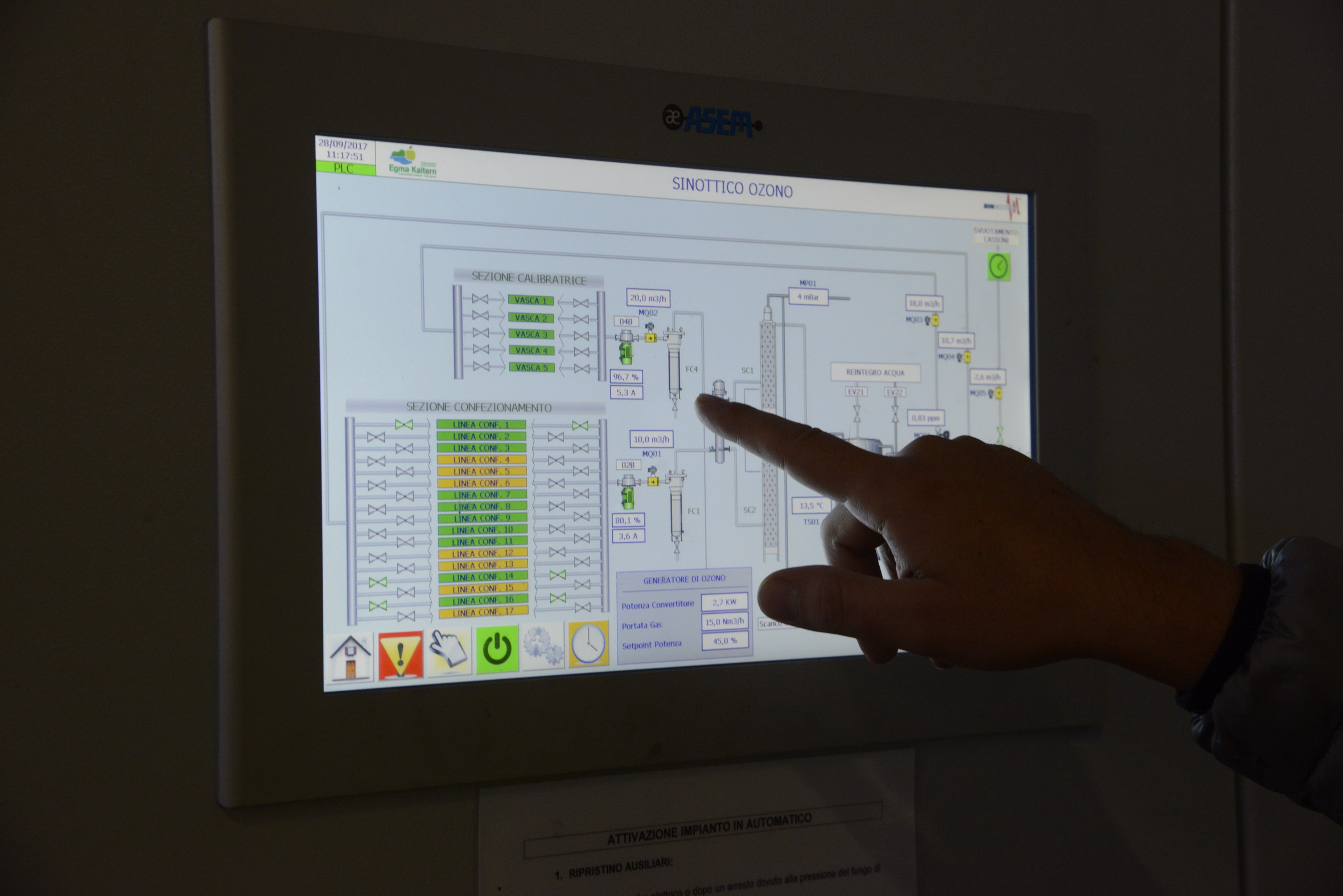
Il risparmio economico, verificato sul campo, è decisamente notevole. Ma i tecnici di HSE e Wedeco, a distanza di alcuni mesi dalla messa in funzione e dopo aver verificato l'affidabilità dell'impianto, sono convinti di poter ridurre ulteriormente i costi. “Essendo un trattamento innovativo in questo settore – spiega Laureanti - non avevamo la certezza dell’effettiva risposta del sistema risultati. Abbiamo così scelto di sovradimensionare e ridondare il sistema di contatto ozono, prevedendo due torri di contatto associate ad altrettanti distruttori dell'ozono residuo. Il tutto servito da un generatore Wedeco della serie SMA, dotato di PLC con scambio dati in Profinet.”
“Alla prova dei fatti – continua Laureanti - l'impianto viene oggi sfruttato al 57% delle proprie potenzialità, ma ci garantisce un margine di flessibilità che Roen potrà utilizzare a fronte di una maggiore produzione”.
Le progressive ottimizzazioni del processo di trattamento, sulle quali i tecnici di HSE e Wedeco stanno ancora lavorando, portano oggi a garantire il continuo ricambio dell'acqua di lavaggio e trasporto, con il prelievo (e la reimmissione) in continuo di 18 metri cubi di acqua all'ora. In questo modo i 450 metri cubi d'acqua giornalieri, impiegati dal processo di lavaggio e trasporto, vengono costantemente trattati, consentendo di ridurre la carica batterica senza la necessità di interrompere l'attività. L’acqua è infatti trattata all'interno di due torri di contatto dal diametro di soli 1200 mm, minimizzando così la superficie occupata. Tali strutture si sviluppano invece in verticale per 4 metri di battente, consentendo alle microbolle di ozono, immesse sul fondo, di eliminare alghe e batteri mentre risalgono verso la superficie.
La ricerca delle soluzioni ideali, per un impianto in ambito alimentare, ha visto la stretta collaborazione tra i tecnici di HSE e Xylem, ma anche il monitoraggio costante di Weis e del team tecnico di Roen soc. agr. Il catalogo di Xylem, infatti, propone anche una gamma completa di pompe per la movimentazione a marchio Lowara e gli innovativi diffusori con disco ceramico Sanitaire che, istallati sul fondo delle torri di contatto, prevengono la formazione di depositi. Il tutto nelle taglie più svariate, consentendo così di scegliere sempre la soluzione ottimale, senza dover scendere a compromessi.
Al termine del trattamento, l'acqua depurata è stoccata in un serbatoio polmone. Il poco ozono che non è decaduto in ossigeno, accumulandosi nello spazio di testa delle torri di contatto, viene invece abbattuto transitando su un letto di materiale catalitico, che consente di trasformare le molecole di ozono in ossigeno a soli 40 °C. Il tutto con il rigido controllo di una rete di sensori in grado di individuare eventuali fuoriuscite di molecole potenzialmente pericolose per inalazione.
Le mele durano di più
Benché il progetto sia stato studiato nei minimi dettagli, la verifica dell'efficacia è stata constata solo alla fine dell'estate, quando avviene il picco di raccolta. In queste settimane, i tecnici delle aziende coinvolte, insieme a quelli degli Enti che hanno finanziato parte del progetto sperimentale, hanno effettuato una serie di analisi sull'acqua utilizzata e immessa nel ciclo produttivo. I risultati sono stati addirittura superiori alle attese. Infatti, benché fosse scontata la completa eliminazione di alghe e batteri al termine del trattamento, permaneva qualche preoccupazione sulla qualità dell'acqua nell'impianto. A differenza di quanto avviene nei sistemi tradizionali, infatti, il trattamento con ozono non prevede lo svuotamento completo dell'impianto, ma un continuo riciclo dell'acqua stessa.
Per questa ragione, Weis e Laureanti hanno studiato il posizionamento di una rete di sensori in grado di monitorare costantemente il livello dell'acqua e la carica batterica presente. Simili informazioni, inviate ai Plc di supervisione, permettono di gestire in automatico la produzione di ozono, in funzione delle effettive esigenze di depurazione, e di compensare prelievi e reimmissioni per mantenere i livelli di acqua previsti. Una differenza sostanziale rispetto ai vecchi sistemi, in cui l'acqua è perfetta all'inizio del ciclo di lavorazione, ma caratterizzata da una qualità progressivamente peggiore sino alla completa sostituzione. Un limite, quest'ultimo, che non consente di rimuovere tutti i batteri presenti sulla buccia delle mele e, quindi, ne accelera il deterioramento.
“Dal punto di vista industriale – spiega Laureanti – il risultato più tangibile è però quello legato all'efficienza del processo. In passato, infatti, lo svuotamento dei canali di lavaggio e trasporto avveniva settimanalmente, imponendo l'interruzione completa della lavorazione. Questo comportava, a conti fatti, la perdita di quasi 50 giornate lavorative ogni anno”. “L'ozonizzazione conclude Weis - ha invece limitato drasticamente questa necessità, al punto che i canali vengono svuotati solo una volta al mese per rimuovere i depositi presenti sul fondo”.