.
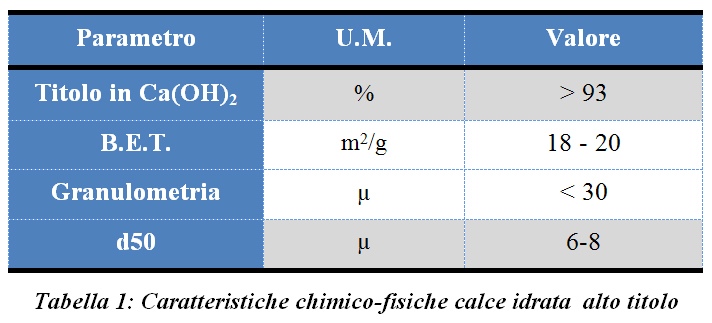
Calce idrata alto titolo: rappresenta il prodotto standard per operare nel settore della depurazione dei fumi. Possiede caratteristiche chimico-fisiche, riassunte nella tabella 1, idonee per ottenere elevate efficienze di abbattimento in condizioni di processo favorevoli (bassa temperatura di esercizio, fino a 160-170 °C, presenza di umidità relativa e tempi di contatto gas-reagente sufficientemente elevati). Come emerge dalla tabella, si tratta di un materiale molto puro in idrossido di calcio, con un titolo superiore al 93%, una superficie specifica attiva migliorata rispetto alle calci idrate standard fino a 18-20 m2/g e una granulometria estremamente fine (non necessita di mulinazione o pretrattamenti ma si inietta a secco direttamente in condotto/reattore con semplice trasporto pneumatico)..

.
In condizioni di temperatura e umidità ideali, il suo utilizzo richiede normalmente eccessi stechiometrici compresi tra 2 e 3, che garantiscono efficienze di abbattimento sull’HCl superiori al 99% e sull’SO2 nell’ordine dell’85-88%. È ideale anche per il trattamento fumi di impianti con linee a doppia filtrazione, in virtù delle interessanti efficienze di abbattimento anche a temperature di 180-200 °C. In entrambi i casi, infine, è possibile ricircolare il prodotto per massimizzare le rese di abbattimento e ridurre i consumi..
Calce idrata ad alta superficie specifica (Sorbacal® SP): la ricerca e lo sviluppo di nuovi e più performanti prodotti ha portato alla nascita di un reagente con caratteristiche chimico-fisiche estreme: la calce idrata ad alta superficie specifica. Le sue peculiarità sono riassunte nella tabella 2:.

.
La calce idrata ad alta superficie specifica rappresenta ad oggi il reattivo più performante in termini di neutralizzazione degli inquinanti acidi (HCl, SO2 e HF). Grazie alle sue specifiche caratteristiche chimico-fisiche consente di ottenere rese di abbattimento superiori in tutte le condizioni operative di processo, anche in campi di temperatura superiori a 180-200°C. Date le estreme efficienze di abbattimento, la calce idrata ad alta superficie specifica non necessita di ricircolo dei PCR, peculiarità che ottimizza il processo e riduce la complessità impiantistica e i costi di gestione..
Sorbalit®: la termovalorizzazione dei rifiuti e molti processi industriali comportano la presenza nei gas di combustione di consistenti concentrazioni di microinquinanti inorganici (principalmente. metalli pesanti) e organici (IPA e diossine/furani). Per la loro rimozione le migliori tecnologie ad oggi disponibili prevedono il dosaggio di carbone attivo che, sfruttando i principi dell’adsorbimento, è in grado di inglobare all’interno della propria struttura tutti i microinquinanti. Il Gruppo UNICALCE ha sviluppato un formulato multicomponente denominato Sorbalit® che può essere preparato con una percentuale di carbone attivo variabile, a seconda delle esigenze di ogni singolo impianto, tra lo 0,5 ed il 30% in peso. È possibile inoltre arricchire le formulazioni con ulteriori componenti, quali zeoliti o solfuri, appropriatamente selezionati per risolvere specifiche problematiche. La perfetta miscelazione dei componenti è garantita da un processo brevettato. I vantaggi legati all’utilizzo del formulato Sorbalit® sono molteplici. I gestori degli impianti gestiscono un unico prodotto invece che due separati; il formulato garantisce costantemente un dosaggio preciso di carbone attivo che altrimenti, se iniettato separatamente, potrebbe assumere vie preferenziali senza distribuirsi uniformemente all’interno della massa dei fumi; la miscelazione di idrossido di calcio e carbone attivo rende più fluido il prodotto e limita le problematiche di sicurezza legate all’infiammabilità del carbone stoccato in un silo di stoccaggio separato..
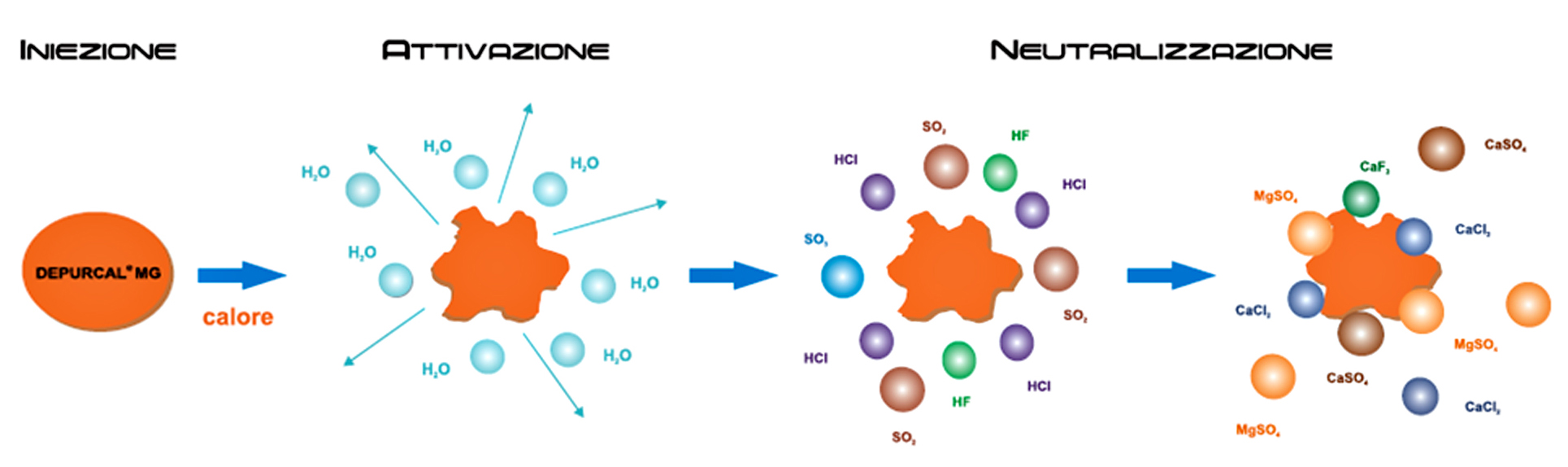
Depurcal® MG: Il prodotto di più recente sviluppo che completa la gamma dei reagenti impiegati nei sistemi di abbattimento fumi è il Depurcal® MG, un idrossido dolomitico con alto rapporto magnesio/calcio e titolo estremamente elevato che, grazie alla presenza contemporanea di calcio e magnesio, offre molteplici vantaggi nel processo globale di depurazione fumi. Grazie alla sua estrema finezza granulometrica (totalmente inferiore a 100 µ), Depurcal® MG si utilizza sotto forma di polvere secca iniettata nelle parti di impianto di alta temperatura, quali il forno di combustione o la caldaia di recupero termico. Trascinato dalla corrente gassosa dei fumi di combustione, effettua una duplice azione:.

.
In particolare la componente magnesiaca interagisce con le ceneri all’interno del forno e della caldaia, rendendole friabili e non incrostanti; reagisce inoltre con l’SO3 ad alta temperatura, prevenendo i fenomeni di corrosione. La componente calcica svolge invece un’azione mirata alla neutralizzazione delle specie acide presenti all’interno dei fumi: si tagliano gli eventuali picchi di acidi, si rende più agevole il lavoro della linea fumi, si riducono i problemi di corrosione. Con la rimozione di una parte del cloro sviluppatosi dalla combustione si riduce inoltre la possibilità di formazione dei composti organo-clorurati (diossine e furani). Il prodotto viene generalmente stoccato sfuso all’interno di un silo e può essere introdotto a secco tramite un sistema di trasporto pneumatico. I consumi sono legati alle esigenze di ogni singolo impianto e in particolare alle efficienze di abbattimento richiesto: con rapporto stechiometrico pari a 1 si ottengono efficienze nell’ordine del 30-40% sull’HCl, del 60-70% sull’SO2 e dell’80-90% sull’HF. La riduzione del carico inquinante nei fumi di combustione permette di ridurre i dosaggi dei principali reagenti (sodici o calcici) utilizzati nelle linee fumi tradizionali, con risparmi fino al 40-50%. In particolare nel caso di utilizzo dei costosi sorbenti sodici, l’adozione di Depurcal® MG ottimizza notevolmente il processo e abbatte in maniera cospicua i costi di gestione totali dati dall’acquisto dei prodotti e dallo smaltimento dei residui.